








د سرلیک ټیوب لپاره د TD لړۍ-1 CNC برمه کولو ماشین




| توکي | نوم | پیرامیټر | ||
| د TD0308 معرفي کول | د TD0309 معرفي کول | د TD0608 معرفي کول | ||
| د سرلیک پایپ ابعاد او د ماشین کولو دقت. | د سرلیک مواد | SA106-C،۱۲Cr۱MoVG،مخ ۹۱،پي ۹۲ (د ویلډ په سپلایز کولو کې اعظمي سختۍ: 350HB | CS - SA 106 Gr. B(په سپلایس ویلډ کې اعظمي سختۍ 350HB ده) | |
| د سرلیک د بهرني قطر حد | φ60-φ350 ملي میتر | φ۱۰۰-φ۶۰۰ ملي متره | ||
| د سرلیک اوږدوالی حد | ۳-۸.۵ متره | ۳-۷.۵ متره | ||
| د سرلیک ضخامت حد | ۳-۱۰ ملي متره | ۱۵-۵۰ ملي متره | ||
| د برمه کولو قطر (یو ځل جوړونه) | φ۱۰-φ۶۴ ملي متره | ≤φ۵۰ ملي متره | ||
| د ځالې د پروسس قطر (یو ځل جوړونه) | φ65-φ150 ملي میتر | |||
| د سوري د بهرنۍ څنډې مستقیمه برخه تر پایه پورې | ≥۱۰۰ ملي میتره | |||
| د CNC ویش سر | مقدار | 2 | 1 | |
| د وهلو سرعت | ۰-۴ رله/منټه (CNC) | |||
| عمودي سټروک | ±۱۰۰ ملي متره | ±۱۵۰ ملي متره | ||
| افقيسټروک | ۵۰۰ ملي متره | |||
| د عمودی فیډ نرخ حالت | انچینګ | |||
| د افقي فیډ سرعت حالت | انچینګ | |||
| د برمه کولو سر او د هغې عمودی رام | د سپینډل ټیپر سوري برمه کول | د BT50 | ||
| د سپینډل RPM | 30~۳۰۰۰ دقیقې(بې قدمه تنظیم کیدونکی) | |||
| د برمه کولو سر Z-سټروک | شاوخوا ۴۰۰ ملي متره | شاوخوا ۵۰۰ ملي متره | ||
| په Y لوري کې د سر سټروک سوراخ کول | شاوخوا ۴۰۰ ملي متره | |||
| د Z لوري کې د برمه کولو سر اعظمي حرکت سرعت | ۵۰۰۰ ملي متره/ دقیقې | |||
| د Y لوري ته د برمه کولو سر اعظمي حرکت سرعت | ۸۰۰۰ ملي متره/دقیقه | |||
| د موټر چلولو حالت | سرو موټور + د بال سکرو | |||
| ګانټري | د ګینټري ډرایو حالت | سرو موټور + ریک او پنین | ||
| د ایکس محور اعظمي سټروک | 9m | |||
| د ایکس محور اعظمي حرکت سرعت | ۸۰۰۰ ملي متره/دقیقه | ۱۰۰۰۰ ملي متره/ دقیقې | ||
| نور | د CNC سیسټمونو شمیر | ۱ سیټ | ||
| د NC محورونو شمېر | 4 | |||
| د ازموینې سازمان | ۱ سیټ | |||
| د فشارولو مرستندویه وسیله | ۱ سیټ | |||
| ملاتړ کوونکی وسیله | ۱ سیټ | |||
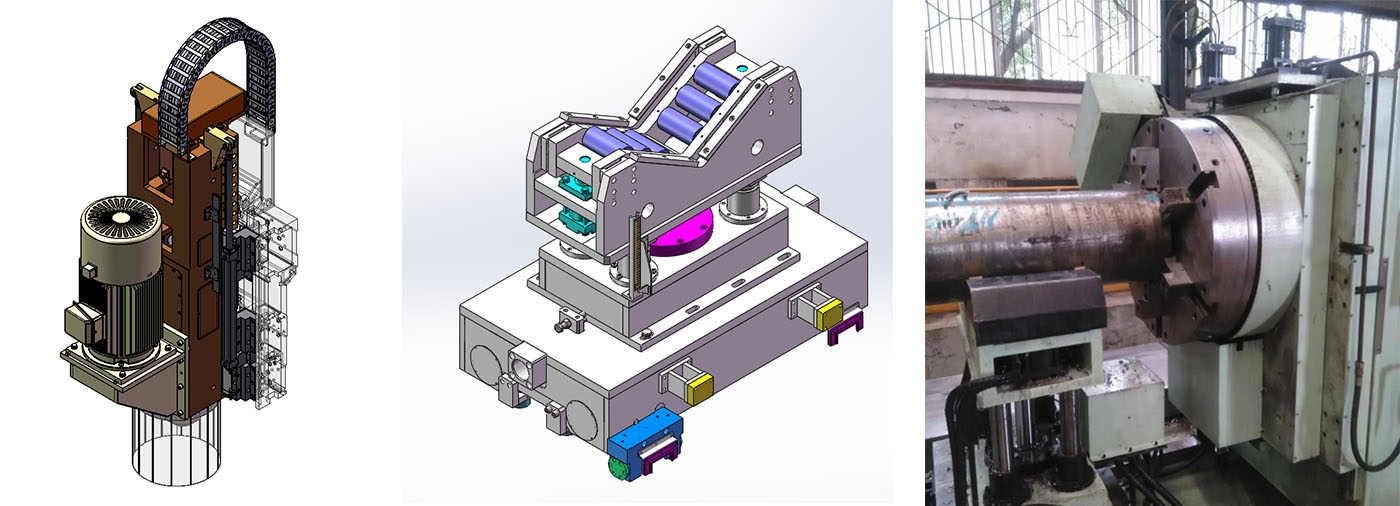
دا ماشین د بیس، ګینټري، ډرلینګ سر، د CNC ویشلو سر، مرستندویه فشار وسیله، د ملاتړ وسیله، د وسیلې مجله، د چپ خارجولو او یخولو سیسټم، اتوماتیک غوړولو او هیدرولیک سیسټم، نیوماتیک سیسټم او بریښنایی سیسټم څخه جوړ شوی دی.
الف. د برمه کولو سر او عمودی رام
د برمه کولو سر د بیلټ له لارې د متغیر فریکونسۍ موټور لخوا پرمخ وړل کیږي. عمودی رام د خطي رولر لارښود لخوا لارښود کیږي، عمودی فیډ د AC سرو موټور لخوا پرمخ وړل کیږي ترڅو د بال سکرو جوړه چل کړي، او د ګړندي مخ په وړاندې / پرمختګ / ودرولو / ځنډ حرکت ترلاسه کیږي.


ب. د CNC ویشونکی سر
د CNC ویشونکی سر د ماشین وسیلې د اساس په یوه پای کې نصب شوی، کوم چې کولی شي د سرلیک بارولو او پورته کولو اسانتیا لپاره مخکې او شاته حرکت وکړي. د شاخص سر د دودیز هیدرولیک چک سره سمبال دی، کوم چې د لوړ لیږد دقت او لوی تورک سره دقیق سلیوینګ بیرینګ غوره کوي.

ج. د چپ لرې کول او یخ کول
د بنسټ لاندې ګټر د فلیټ چین چپ کنویر سره سمبال دی، کوم چې په اتوماتيک ډول په پای کې د کثافاتو وړونکي ته خارج کیدی شي. د چپ کنویر د کولنټ ټانک کې د کولنګ پمپ چمتو شوی، کوم چې د وسیلې بهرنۍ کولنګ لپاره کارول کیدی شي ترڅو د ډرل بټ د ډرل فعالیت او خدمت ژوند ډاډمن کړي. کولنټ بیا کارول کیدی شي.

د. غوړولو سیسټم
د ماشین وسیله د اتوماتیک غوړولو سیسټم او لاسي غوړولو ترکیب غوره کوي ترڅو د ماشین ټولې برخې هم غوړ کړي، کوم چې د ستړي لاسي عملیاتو څخه مخنیوی کوي او د هرې برخې خدمت ژوند ښه کوي.
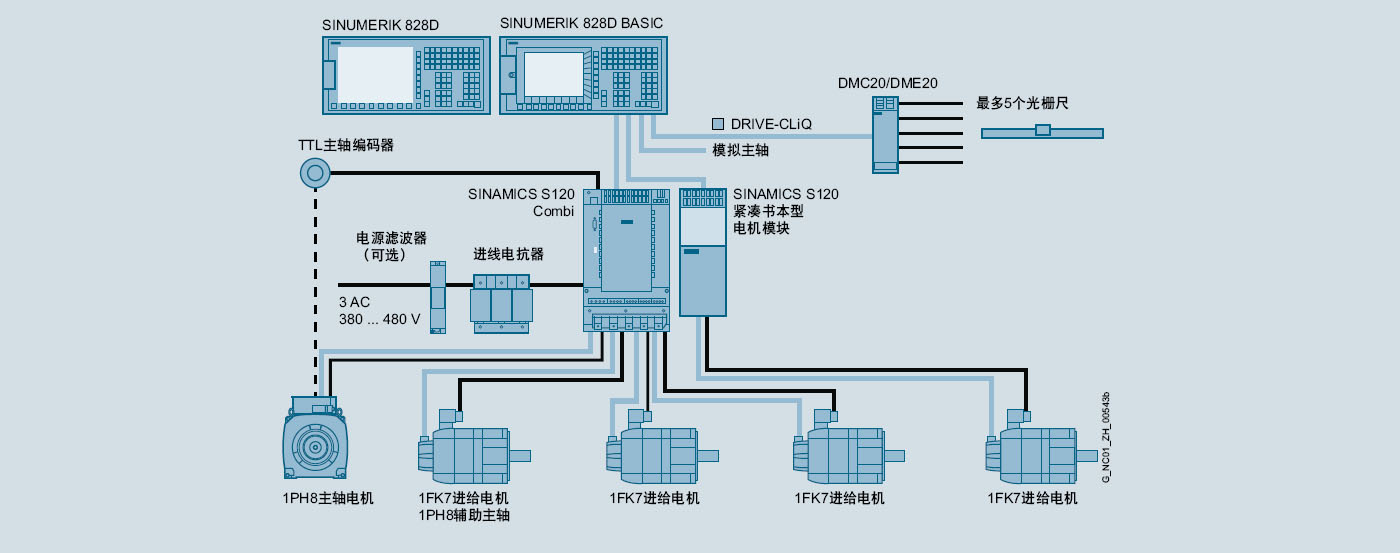
e. د بریښنا کنټرول سیسټم
د CNC سیسټم د سیمنز SINUMERIK 828d CNC سیسټم غوره کوي. SINUMERIK 828d د پینل پر بنسټ CNC سیسټم دی. دا سیسټم CNC، PLC، عملیاتي انٹرفیس او د اندازه کولو کنټرول لوپ سره یوځای کوي.
| NO. | نوم | برانډ | هیواد |
| 1 | سي این سيسیسټم | سیمنز ۸۲۸ ډي | جرمني |
| 2 | د سرو موټور تغذیه کول | سیمنز | جرمني |
| 3 | Lد غوږ دننه لارښود ریل | هیوین/PMI | تایوان، چین |
| 4 | د ایکس محور دقیق کموونکی | اتلانټا | جرمني |
| 5 | د ایکس محور ریک او پنین جوړه | اتلانټا | جرمني |
| 6 | دقیق سپینډل | کینټرن/سپینټیک | تایوان، چین |
| 7 | سپینډل موټور | ایس ایف سي | چین |
| 8 | هیدرولیک والو | د ATOS | ایټالیا |
| 9 | د تیلو پمپ | جسټ مارک | تایوان، چین |
| 10 | د ځنځیر کشول | سي پي ایس | کوریا |
| 11 | د اتوماتیک غوړولو سیسټم | هرګ | جاپان |
| 12 | تڼۍ، د شاخص رڼا او نور اصلي بریښنایی اجزا | شنایډر | فرانسه |
| 13 | د بال سکرو | I+F/NEFF | جرمني |
یادونه: پورته زموږ معیاري عرضه کونکی دی. که چیرې پورته عرضه کونکی د کومې ځانګړې موضوع په صورت کې اجزا نشي عرضه کولی نو دا د بل برانډ د ورته کیفیت اجزاو سره بدلیدلی شي.



د شرکت لنډ پروفایل  د فابریکې معلومات
د فابریکې معلومات  د کلني تولید ظرفیت
د کلني تولید ظرفیت  د سوداګرۍ وړتیا
د سوداګرۍ وړتیا 
