







د CNC بیم درې اړخیزه برمه کولو ماشین




| د پیرامیټر ارزښت | ||||||||
| د پیرامیټر نوم | واحد | Sد WZ400-9 معرفي کول | Sد WZ1000C معرفي کول | Sد WZ1250C معرفي کول | ||||
| دد بیم ابعاد | د فولادو برخه | mm | ۱۵۰*۷۵-۴۰۰*۳۰۰ | ۱۵۰*۷۵-۱۰۰۰*۵۰ | ۱۵۰*۷۵۱۲۵۰*۶۰۰ | |||
| ضخامت | mm | ≤80 | ||||||
| اوږدوالی | m | 12م (د پیرودونکو غوښتنې سره سم تنظیم کړئ) | 15م (د پیرودونکو غوښتنې سره سم تنظیم کړئ) | |||||
| د موادو لنډ حد | mm | اتوماتیک پروسس کول≥۱۵۰۰ | اتوماتیک پروسس کول≥۳۰۰۰ | |||||
| لاسي پروسس کول: ≤۵۰۰ | لاسي پروسس کول: د 690-3000 معرفي کول | |||||||
| سپینډل | مقدار | 3 | ||||||
| Dد څنډې سوری رینج | ثابت اړخ، ګرځنده اړخ | mm | ∅ ۱۲~ ∅30 | ∅ ۱۲~ ∅۲۶.۵ | ||||
| منځمهاله واحد | mm | ∅۱۲~ ∅40 | ∅۱۲~ ∅۳۳.۵ | |||||
| سپینډلد RPM اندازه | دقیقې | ۱۸۰ ~ ۵۶۰ | ۱۸۰-۵۶۰ | |||||
| د کارت سر ژر بدل کړئ | / | د مورس ټیپر سوري ۴#(بدلون کولی شي) | د مورس ټیپر سوري ۴#(بدلون کولی شي) | |||||
| محوري ضربه | ثابت اړخ، ګرځنده اړخ | mm | ۱۴۰ | |||||
| منځمهاله واحد | mm | ۳۲۵ | ۲۴۰ | |||||
| د محوري فیډ کچه | ملي میتر/ دقیقې | ۲۰-۳۰۰ | ||||||
| د حرکت واټن | هر سپینډل په لور روان دیبیماوږدوالی | mm | ۵۲۰ | |||||
| د سپینډل دواړه خواوې په پورته او ښکته لوري کې | mm | ۳۵-۴۷۰ | ۳۵-۵۷۰ | |||||
| منځمهاله واحد په لور روان دیبیمپلنوالی | mm | ۴۵-۹۱۰ | د 45-1160 معرفي کول | |||||
| د ماشین کولو دقت | د سوري ګروپ کې د نږدې سوري واټن تېروتنه | mm | ≤±۰.۵ | |||||
| د ۱۰ مترو په اوږدوالي کې د تغذیې تېروتنه | mm | ≤±1 | ||||||
| Eلیکټریکموټرځواک | د سپینډل گردش لپاره درې پړاوه غیر متمرکز موټور | kW | ۴*۳ | |||||
| د منځني واحد ایکس محور سرو موټور | kW | ۱.۰ | ۰.۸۵*۲ | |||||
| د منځني واحد د Z-axis سرو موټور | kW | ۱.۵ | ۱.۳ | |||||
| د ایکس محور سرو موټور ثابت اړخ او ګرځنده اړخ | kW | ۱.۵ | ۱.۰ | ۰.۸۵ | ||||
| ثابت اړخ او ګرځنده اړخ Y-محور سرو موټور | kW | ۱.۵ | ۱.۵ | ۱.۳ | ||||
| د ګاډۍ درې پړاوه غیر متمرکز موټور حرکت کول | kW | 4 | ۰.۵۵ | ۰.۵۵ | ||||
| له اندازې څخه زیات | mm | ۴.۴*۱.۴*۲.۷ | ۴.۴*۲.۴*۳.۵ | ۴.۸*۲.۴*۳.۳ | ||||
| اصلي ماشینوزن | kg | ۴۳۰۰ | ۶۰۰۰ | ۷۰۰۰ | ||||
۱. دا ماشین د چوکاټ جوړښت دی چې د لوړ کیفیت لرونکي فولادو لخوا ویلډ شوی دی. د فولادو پایپ د لوی فشار له امله په ځای کې پیاوړی کیږي. د ویلډ کولو وروسته، د تودوخې عمر درملنه د بستر ثبات ښه کولو لپاره ترسره کیږي.


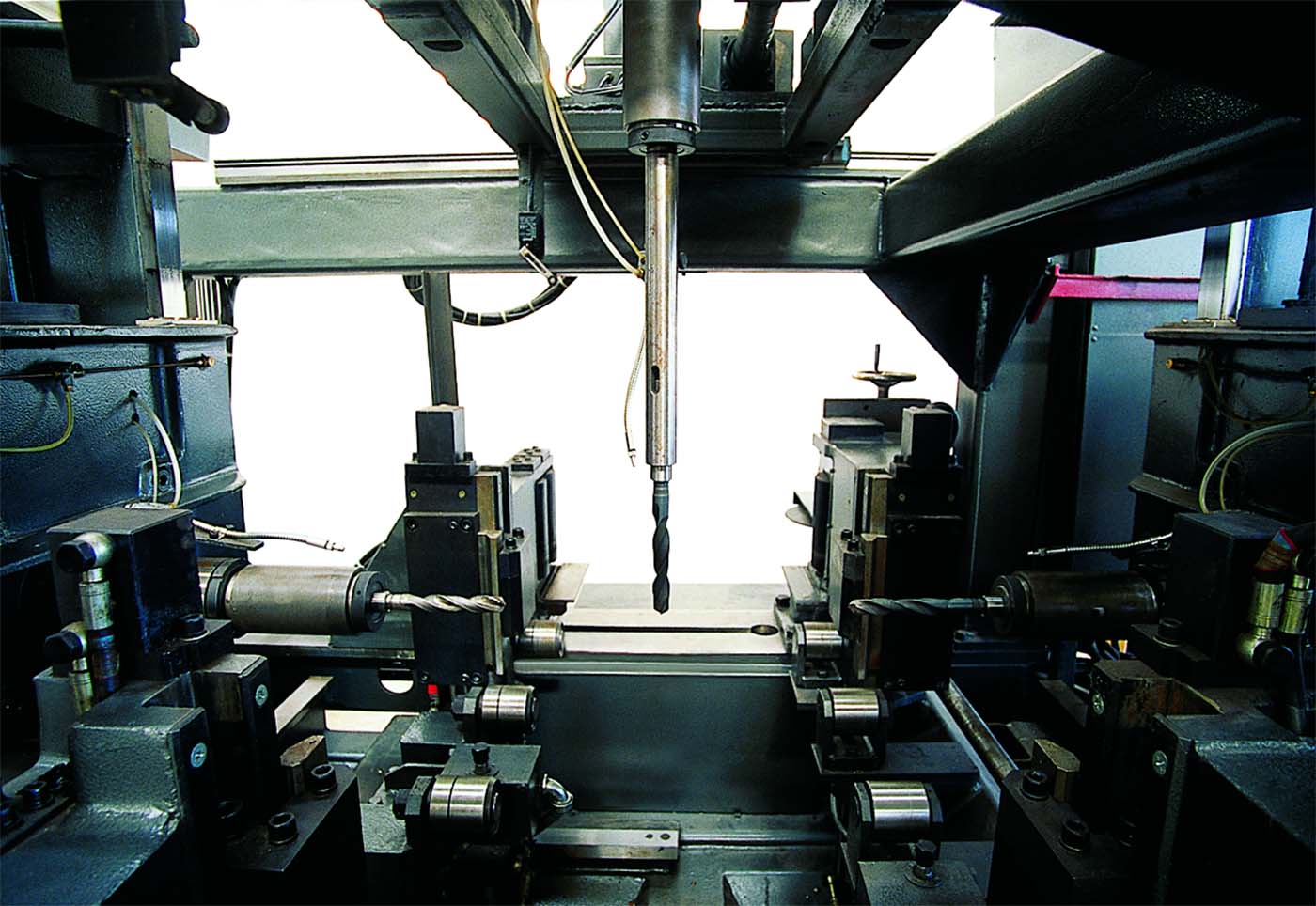
۲. په هر سلایډ کې ۳ CNC سلایډونه، ۶ CNC محورونه او ۲ CNC محورونه شتون لري. د CNC هر محور د دقیق خطي رولینګ لارښود لخوا رهبري کیږي او د AC سرو موټرو او بال سکرو لخوا پرمخ وړل کیږي. د بیم په ورته برخه کې سوري په ورته وخت کې پروسس کیدی شي، کوم چې د سوري ګروپ کې د سوري موقعیت دقت او موثریت خورا ښه کوي.
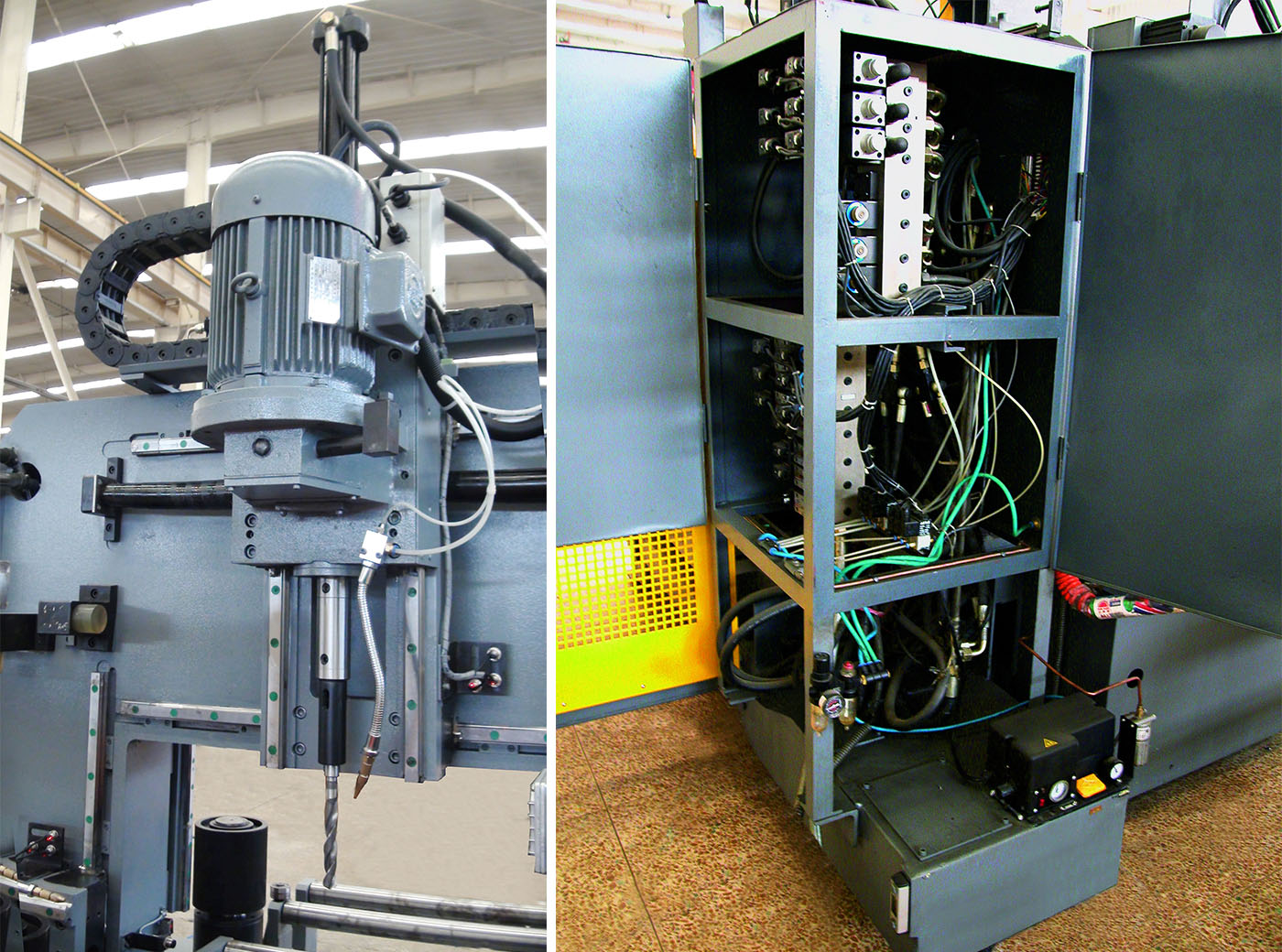
۳. د افقي او عمودي برمه کولو لپاره په ترتیب سره په دریو CNC سلایډ بلاکونو کې درې اتوماتیک کنټرول سټروک برمه کولو بریښنا سرونه نصب شوي دي. د برمه کولو درې بریښنا سرونه کولی شي په خپلواکه توګه یا په ورته وخت کې کار وکړي.
4. د هر ډرلینګ پاور هیډ د سپینډل سرعت د فریکونسي کنورټر لخوا کنټرول کیږي او سټیپلیس تنظیم شوی؛ د فیډ سرعت د سرعت تنظیم کونکي والو لخوا سټیپلیس تنظیم شوی، کوم چې د بیم موادو او د ډرلینګ سوري قطر سره سم په لوی حد کې په چټکۍ سره تنظیم کیدی شي.
۵. بیم د هیدرولیک کلیمپینګ میکانیزم په واسطه تنظیم شوی.
6. دا ماشین د بیم د عرض او د ویب د لوړوالي د کشف کولو وسیلې سره سمبال دی، کوم چې کولی شي په اتوماتيک ډول د موادو د غیر منظم خاکې له امله رامینځته شوي ماشین کولو تېروتنه جبران کړي، او د ماشین کولو دقت ښه کړي.
۷. د ماشین وسیله د پرمختللي یخولو سیسټم سره سمبال ده، کوم چې د کم کولنټ مصرف، د لګښت سپمولو او لږ بټ اغوستلو ګټې لري.
| نه. | نوم | برانډ | هیواد |
| 1 | Lد غوږ دننه لارښود ریل | Hایوین/ سي ایس کی | تایوان (چین) |
| 2 | برقی مقناطیسي هیدرولیک والو | Aټاس/Yیوکن | ایټالیا/جاپان |
| 3 | هیدرولیک پمپ | جسټ مارک | تایوان (چین) |
| 4 | Sاروو موټور | پاناسونکس | جاپان |
| 5 | د سروو چلوونکی | پاناسونکس | جاپان |
| 6 | د PLC | Mitsubishi | جاپان |
| 7 | د سپری یخولو پمپ | Bاجوره | امریکا |
| 8 | د انعطاف وړ غځولو نوزل | Bاجوره | امریکا |
| 9 | د نیوماتیک سولینایډ والو | Aایرټاک | تایوان (چین) |
| 10 | مرکزي غوړول | Hارګ/Bاجوره | جاپان/امریکا |
| 11 | Cکمپیوټر | لینوو | چین |
یادونه: پورته زموږ معیاري عرضه کونکی دی. که چیرې پورته عرضه کونکی د کومې ځانګړې موضوع په صورت کې اجزا نشي عرضه کولی نو دا د بل برانډ د ورته کیفیت اجزاو سره بدلیدلی شي.



د شرکت لنډ پروفایل  د فابریکې معلومات
د فابریکې معلومات  د کلني تولید ظرفیت
د کلني تولید ظرفیت  د سوداګرۍ وړتیا
د سوداګرۍ وړتیا 





